麻花钻头价格
麻花钻头有很多种规格,规格不同价格也不一样的。价格一般在1-3元不等。

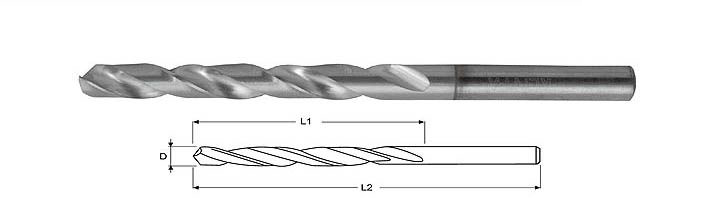
麻花钻头的磨法
磨钻头时,要是钻头的切削刃对着砂轮的轴线线部位,要右手拿着钻头的前部,左手拿着钻头的后部。右手固定着不动,左手拿着钻头的尾部向左下方摆动。在整个磨钻头的过程中,钻尾一定不能高过砂轮的轴线,否则钻头是钻不动的。在磨钻头时的用力,应该是由小到大,即从切削刃部位往后磨时,用的力量是从小到大。在磨钻头时,一定要使两切削刃的顶角对称,一般在118°左右。在磨完一侧的切削刃后,要保持姿势不变,旋转钻头180°,接着磨另一侧的切削刃。如果想要孔钻的比较圆,可以把顶角磨的小一些,即尖一些,这样钻头在钻孔时,定心要好一些,孔也比较光。两个切削刃的应该一样长,两刃的角度要对称,不要一高一低。切削刃的后角一般在8~12°之间,不要把切削刃磨的比后角还要低,那样钻头是钻不下去的。另外要把钻头的横刃磨窄一些,这样可以减小钻头在钻孔时的轴向阻力,使钻头在往下钻时能省力不少。
麻花钻头规格
麻花钻头的规格最小的为3.5MM直径,还有5、6、8、10、12、14、16、18、20、22、32等多种规格。

麻花钻头用途
适用于钢铸钢、合金和非合金钢、灰囗铸铁、可锻造铸铁的深孔钻削和石墨的加工表面处理、氧化发黑处理。

 扫一扫了解更多精彩
扫一扫了解更多精彩
十佳品牌




频道热点
356743
154614
115376
113658
111573
111355
109080
97090
91036
82096